- 課程詳情
- 學校環境
- 政府補貼
等離子弧切割的工藝參數怎樣選擇?
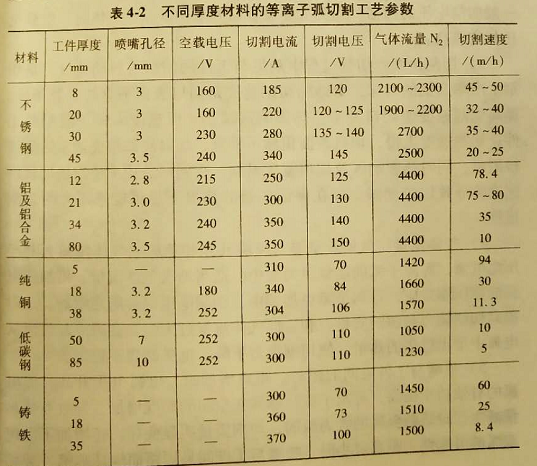
等離子弧切割的工藝參數包括切割電流、切割電壓、切割速度、體流量及噴嘴距工件的高度。切割工藝參數的選擇關系到切割過程的穩定性、切割質量和效果。在使用不同方法及使用不同氣體的條件下,這些工藝參數對切割質量和速度的影響又有所差異,但大體規律是相同的。不同厚度材料的等離子弧切割工藝參數見表42
1)切割電流。電流和電壓決定了等離子弧的功率。隨等離子弧功率的提高,切割速度和切割厚度相應增加。一般依據板厚及切割速度選擇切割電流。提供切割設備的廠商都向用戶說明某一電流等級的切割設備能夠切割板材的最大厚度。對于確定厚度的板材,切割電流 越大,切割速度越快。但切割電流過大易燒損電極和噴嘴,且易產生 雙弧,對一定的電極和噴嘴有一合適的電流。切割電流增大會使弧柱變粗,致使切口變寬,易形成V形割口。
2)切割電壓。雖然可以通過提高電流增加切割厚度及切割速度,但單純增加電流使弧柱變粗,切口加寬,所以切割大厚度工件 時,提高切割電壓更為有效。空載電壓高易于引弧。可通過增加氣體流量和改變氣體成分來提高切割電壓,一般切割電壓超過空載電壓的2/3后,電弧不穩定,易熄弧。為了提高切割電壓,需選用空載電壓較高的電源,所以等離子弧切割電源的空載電壓不得低于150V,是般切割電壓的兩倍。切割大厚度板材和采用雙原子氣體時,空載電壓相應要高。
2)切割電壓。雖然可以通過提高電流增加切割厚度及切割速度,但單純增加電流使弧柱變粗,切口加寬,所以切割大厚度工件 時,提高切割電壓更為有效。空載電壓高易于引弧。可通過增加氣體流量和改變氣體成分來提高切割電壓,一般切割電壓超過空載電壓的2/3后,電弧不穩定,易熄弧。為了提高切割電壓,需選用空載電壓較高的電源,所以等離子弧切割電源的空載電壓不得低于150V,是般切割電壓的兩倍。切割大厚度板材和采用雙原子氣體時,空載電壓相應要高。
3)切割速度。切割過程中割炬與工件間的相對移動速度,是切割生產率高低的指標,合適的切割速度是切口表面平直的重要條件。提高切割速度使切口變窄,熱影響區減小,但速度太快不能割穿工件;切割速度太慢,切口表面粗糙不平直,切口底部熔瘤增多,清理較困難,同時熱影響區及切口寬度增加。在同樣的功率下,增加切割速度將導致切口變斜。應在保證切透的前提下盡可能選用大的切割速度。
4)氣體流量。氣體流量要與噴嘴孔徑相適應。氣體流量大利于 壓縮電弧,等離子弧的能量更為集中。適當增大氣體流量,可加強電弧的熱壓縮效應,等離子弧更加集中,切割電壓也會隨之增加,這對提高切割能力和切割質量有利。但氣體流量過大時,會因冷卻氣流從 電弧中帶走過多的熱量,使切割能力下降,電弧燃燒不穩定。 5)噴嘴與工件之間的距離。距離增加時,電弧電壓升高,即電 弧的有效功率提高,等離子弧柱暴露在空間的長度增加,導致有效熱 量減少,對熔融金屬的吹力減弱,切割質量明顯變壞,還增加了出現 雙弧的可能性。距離過小時,噴嘴與工件間易短路而燒壞噴嘴,破壞切割過程正常進行。在電極內縮量一定(通常為2-5mm)時,噴嘴距 工件高度一般為6-8mm。空氣等離子弧切制所需高度略小,正常切 割時一般為2-5mm。除正常切制外,空氣等離子弧切割時還可以將 噴嘴與工件接觸,即噴嘴貼著工件表面滑動,這種切割方式稱為接觸 切割,切割厚度約為正常切割時的一半。
石龍氬弧焊考證培訓:
石龍氬弧焊考證培訓:

?

查找東莞各鎮區分校
查詢廣東各大城市分校
熱門視頻








熱門資訊
- 36350
- 35905
- 35904
- 35903
- 35902




- 厚街哪里報考焊工證,報考焊工證需要什 厚街哪里報考焊工證,報考焊工證需要什么流程 厚街報考焊工證到東莞智信焊培,有專業實操場地,是應急管理局指
- 東莞考焊工證需要什么條件呢 東莞考焊工2024-09-01
- 二保焊,單面焊雙面成型,哪里有的學,2024-01-29
- 電工證要提前多久才可以復審,怎么樣考2024-01-28
- 高空作業證難考嗎,在哪里可以報名?2024-01-28
- 考電工證該如何報名,在東莞哪里有?2024-01-28
- 東莞哪里有氬弧焊技術學習?2024-01-28
- 東莞大朗哪里可以考高空作業證?2024-01-27

學校信息
東莞德培焊工實戰培訓學校,辦校18年,培養推薦5萬多名學員,目前學校擁有30多臺焊接設備,空調教室,一人一機,6名12年以上企業實戰型講師組成教師團隊授課,成熟、專業、貼近企業用工需求....
熱點排行
預約免費試聽
只要一個電話
我們免費為您回電