焊絲位置、焊接時常見的焊縫內部缺陷有什么?
發布時間: 2019-01-22作者:baile100瀏覽量:
一、焊絲位置
在焊絲軸線與焊縫軸線確定的平面內,焊絲軸線與焊縫軸線相交的夾角叫行走角。
二、常見的焊縫缺陷
(1)未焊透熔焊時,接頭根部存有未完全焊透的現象,如圖1-32。這種現象最易發生在短路過渡CO2氣體保護焊中,主要原因是焊接電流太小、焊接速度太大或坡口尺寸不合適。
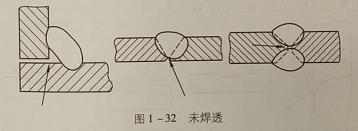
圖1-32未焊透
(2)末熔合熔焊時,焊道與焊道間或焊道與焊件間未完全 熔化結合的部分叫未熔合,如圖1-33。這類缺陷主要產生在高速大電流焊件及上坡焊中。
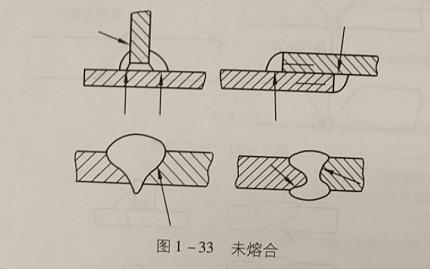
圖1-33未熔合
(3)咬邊沿焊趾的焊件部位燒熔成凹陷或溝槽的現象叫咬 邊,如圖1-34。這類缺陷主要產生在高速大電流焊及角焊縫焊 腳過大或電弧電壓過大時。
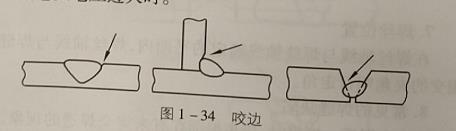
圖1-34咬邊
(4)焊瘤熔焊時熔化金屬流淌到焊縫以外未熔合的焊件上形成金屬瘤的現象叫焊瘤,如圖1-35。主要原因是坡口尺寸小電弧電壓過小或焊絲伸出長度太大。

圖1-35焊瘤
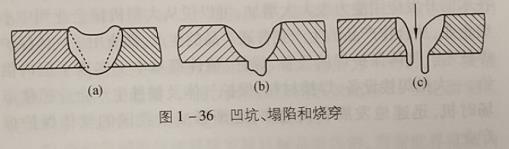
(5)凹坑焊縫表面低于焊件表面的部分叫凹坑,如圖
1-36(a)。主要原因是焊接電流太大或坡口尺寸太大。 (6)塌陷焊縫表面塌陷、背面凸起的現象稱為塌陷,如圖 1-36(b)。主要原因是焊接電流太大或焊接速度太小 ()燒穿熔焊時熔化金屬自焊縫背面流出,形成穿孔的現 象叫燒穿,如圖1-36(c)。主要原因是焊接電流過大、焊接速度過小或坡口尺寸過大。
熱門課程

熱門資訊
- 3196
- 3193
- 3190
- 3188
- 3187





- 二保焊的左焊法和右焊法有什么區別2020-03-21
- 二氧化碳氣體保護焊運條手法有哪些?2020-03-21
- 藥芯焊絲焊接的技巧有哪些2020-03-21
- 二保焊藥芯焊絲怎么焊2020-03-21
- 二保焊焊接時的手法是注意哪些2020-03-21
- 初學二保焊焊接手法2020-03-21
- 這10種焊接方法你都知道嗎?2020-03-17
- 氣保焊(二氧化碳氣保焊)的焊接方法2020-03-17
- 電焊、氬弧焊、氣保焊、三者有什么區別2019-09-23