珠光體鋼與奧氏體鋼的焊接性怎樣?
發(fā)布時(shí)間: 2019-11-06作者:baile100瀏覽量:
珠光體鋼與奧氏體鋼的焊接性怎樣?
答:由于兩種鋼在化學(xué)成分,金相組織及力學(xué)性能方面 差異很大,在焊接時(shí)必然會(huì)引起一系列的特殊困難,為保證焊接質(zhì)量,必須考慮如下幾點(diǎn):
(1)焊縫金屬的稀釋通常可認(rèn)為焊縫金屬大體上是 攪拌均勻的,選擇焊接材料時(shí)可以根據(jù)舍夫勒焊縫組織圖按
熔合比計(jì)算,如圖7-3所示。由于有珠光體母材的稀釋作用,18-8型(A102)焊接材料不可能滿足要求,它在圖7-3的c點(diǎn),屬奧氏體+馬氏體組織。使接頭性能惡化。25-20型(A407)焊接材料又可能因?qū)儆趩蜗鄪W氏體組織而容易產(chǎn)生熱裂紋,如圖7-3的e點(diǎn)。比較之下還是采用25-13型(A307)焊接材料比較合適,它的焊縫組織是奧氏體+鐵素體。
上述焊縫的熔合比,一般常為母材金屬的30%~40%。
(2)過渡層的形成在熔池邊緣部位,由于攪拌作用不足,母材的稀釋作用比焊縫中心突出,鉻、鎳含量會(huì)遠(yuǎn)低于焊縫中的平均值,這樣在兩母材的熔合區(qū)邊緣就形成了過。 在異種鋼的焊接中,出現(xiàn)過渡層是不可避免的,但可通過一定 的工藝措施,如提高焊縫中奧氏體形成元素鎳含量和控制高 溫停留時(shí)間等使過渡層寬度減小。 選用奧氏體化能力很強(qiáng)的焊接材料,尤其是鎳基合金,可 減小過渡層的影響。提高鎳含量還可防止熔合區(qū)內(nèi)的碳遷移。 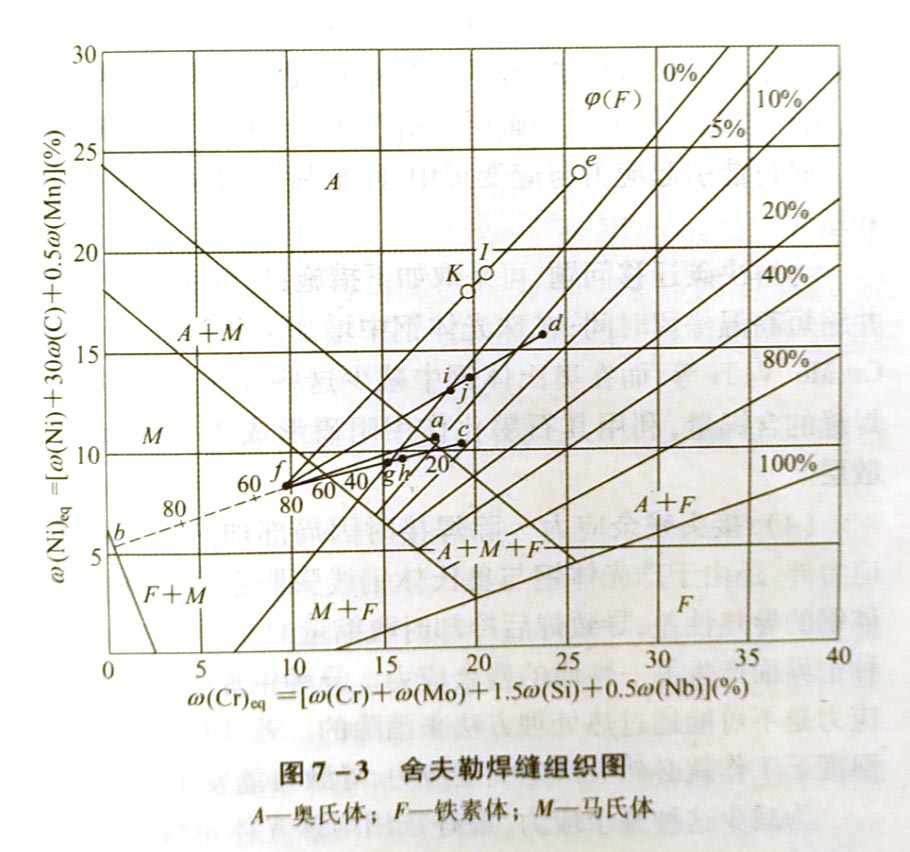
采用含鎳量不同的焊接材料是目前改善異種鋼熔合區(qū)質(zhì) 量的主要措施,為多種異種鋼接頭具有奧氏體型焊縫。 (3)碳遷移形成的擴(kuò)散層該異種鋼接頭在焊接熱處 理或在長(zhǎng)期使用過程中,在珠光體鋼與奧氏體鋼熔合線界面 附近產(chǎn)生反應(yīng)擴(kuò)散使碳遷移,結(jié)果在珠光體鋼一側(cè)形成脫碳 層,奧氏體鋼一側(cè)形成增碳層。由于兩側(cè)性能相差懸殊,接頭 受力時(shí)可能引起應(yīng)力與應(yīng)變集中,降低接頭的高溫持久強(qiáng)度 和塑性。
為解決碳遷移問題,可采取如下措施:盡量加快加熱速度 并縮短高溫停留時(shí)間;在珠光體鋼中增加碳化物形成元素如 Cr、Mo、V、Ti等,而在奧氏體鋼中減少這些元素;提高奧氏體焊縫的含鎳量,利用其石墨化作用阻礙形成碳化物,縮小擴(kuò)散層。
(4)接頭殘余應(yīng)力除焊接時(shí)因局部加熱而引起焊接應(yīng)力外,還由于珠光體鋼與奧氏體鋼線膨脹系數(shù)不同及奧氏 體鋼的導(dǎo)熱性差,導(dǎo)致焊后冷卻時(shí)收縮量的差異,必然使兩異種鋼界面產(chǎn)生另一性質(zhì)的殘余應(yīng)力。異種鋼焊接的這種殘余 應(yīng)力是不可能通過熱處理方法來消除的。若這種接頭在交變溫度下工作就必然會(huì)產(chǎn)生交變應(yīng)力,導(dǎo)致可能發(fā)生疲勞破壞。 為減少這種殘余應(yīng)力,最好選用與珠光體鋼線膨脹系數(shù)。
相近且塑性好的焊接材料,使殘余應(yīng)力集中于焊縫與奧氏體 鋼一側(cè),因?yàn)閵W氏體鋼的塑性變形能力強(qiáng),能夠承受較大的應(yīng) 變,如選用Crl5Ni70型鎳基材料作為填充材料。
答:由于兩種鋼在化學(xué)成分,金相組織及力學(xué)性能方面 差異很大,在焊接時(shí)必然會(huì)引起一系列的特殊困難,為保證焊接質(zhì)量,必須考慮如下幾點(diǎn):
(1)焊縫金屬的稀釋通常可認(rèn)為焊縫金屬大體上是 攪拌均勻的,選擇焊接材料時(shí)可以根據(jù)舍夫勒焊縫組織圖按
熔合比計(jì)算,如圖7-3所示。由于有珠光體母材的稀釋作用,18-8型(A102)焊接材料不可能滿足要求,它在圖7-3的c點(diǎn),屬奧氏體+馬氏體組織。使接頭性能惡化。25-20型(A407)焊接材料又可能因?qū)儆趩蜗鄪W氏體組織而容易產(chǎn)生熱裂紋,如圖7-3的e點(diǎn)。比較之下還是采用25-13型(A307)焊接材料比較合適,它的焊縫組織是奧氏體+鐵素體。
上述焊縫的熔合比,一般常為母材金屬的30%~40%。
(2)過渡層的形成在熔池邊緣部位,由于攪拌作用不足,母材的稀釋作用比焊縫中心突出,鉻、鎳含量會(huì)遠(yuǎn)低于焊縫中的平均值,這樣在兩母材的熔合區(qū)邊緣就形成了過。 在異種鋼的焊接中,出現(xiàn)過渡層是不可避免的,但可通過一定 的工藝措施,如提高焊縫中奧氏體形成元素鎳含量和控制高 溫停留時(shí)間等使過渡層寬度減小。 選用奧氏體化能力很強(qiáng)的焊接材料,尤其是鎳基合金,可 減小過渡層的影響。提高鎳含量還可防止熔合區(qū)內(nèi)的碳遷移。
采用含鎳量不同的焊接材料是目前改善異種鋼熔合區(qū)質(zhì) 量的主要措施,為多種異種鋼接頭具有奧氏體型焊縫。 (3)碳遷移形成的擴(kuò)散層該異種鋼接頭在焊接熱處 理或在長(zhǎng)期使用過程中,在珠光體鋼與奧氏體鋼熔合線界面 附近產(chǎn)生反應(yīng)擴(kuò)散使碳遷移,結(jié)果在珠光體鋼一側(cè)形成脫碳 層,奧氏體鋼一側(cè)形成增碳層。由于兩側(cè)性能相差懸殊,接頭 受力時(shí)可能引起應(yīng)力與應(yīng)變集中,降低接頭的高溫持久強(qiáng)度 和塑性。
為解決碳遷移問題,可采取如下措施:盡量加快加熱速度 并縮短高溫停留時(shí)間;在珠光體鋼中增加碳化物形成元素如 Cr、Mo、V、Ti等,而在奧氏體鋼中減少這些元素;提高奧氏體焊縫的含鎳量,利用其石墨化作用阻礙形成碳化物,縮小擴(kuò)散層。
(4)接頭殘余應(yīng)力除焊接時(shí)因局部加熱而引起焊接應(yīng)力外,還由于珠光體鋼與奧氏體鋼線膨脹系數(shù)不同及奧氏 體鋼的導(dǎo)熱性差,導(dǎo)致焊后冷卻時(shí)收縮量的差異,必然使兩異種鋼界面產(chǎn)生另一性質(zhì)的殘余應(yīng)力。異種鋼焊接的這種殘余 應(yīng)力是不可能通過熱處理方法來消除的。若這種接頭在交變溫度下工作就必然會(huì)產(chǎn)生交變應(yīng)力,導(dǎo)致可能發(fā)生疲勞破壞。 為減少這種殘余應(yīng)力,最好選用與珠光體鋼線膨脹系數(shù)。
相近且塑性好的焊接材料,使殘余應(yīng)力集中于焊縫與奧氏體 鋼一側(cè),因?yàn)閵W氏體鋼的塑性變形能力強(qiáng),能夠承受較大的應(yīng) 變,如選用Crl5Ni70型鎳基材料作為填充材料。
熱門課程
-
 羅定氬弧聯(lián)焊培訓(xùn),羅定高壓管道焊培訓(xùn),羅定...
羅定氬弧聯(lián)焊培訓(xùn),羅定高壓管道焊培訓(xùn),羅定...
-
東莞常平焊工考證 技能考證 常平焊工培訓(xùn)學(xué)校...
-
想學(xué)水電維修培訓(xùn)去哪里報(bào)名,最在在廣東東莞地...
-
想學(xué)水電安裝去哪里報(bào)名好?裝修電工好學(xué)嗎?東莞...
-
家裝水電培訓(xùn)班學(xué)校哪里有,水電安裝學(xué)習(xí)有這樣...
-
學(xué)裝修,學(xué)那個(gè)工種的好水電工怎么樣,東莞水電安...
-
水電安裝短期培訓(xùn)班,水電培訓(xùn)班哪里有,多少...
-
裝修水電工培訓(xùn)哪里有?廣東東莞有嗎
熱門資訊
- 2522
- 2376
- 2374
- 2372
- 2369


- 容易閃眼睛的幾種情況,電焊工如何避免2021-10-22
- 怎樣快速學(xué)會(huì)調(diào)節(jié)氬弧焊的電流?2021-10-22
- 氬弧焊如何焊出不同的顏色?2021-10-22
- 氬弧焊點(diǎn)焊總是會(huì)有氣孔怎么回事?那么2021-10-22
- 電工證焊工證復(fù)審需要多少費(fèi)用?2021-10-22
- 37名電焊工無證上崗被拘留2021-10-22
- 電焊條有哪幾種,電焊條的型號(hào)及作用2021-09-23
- 電工、焊工、制冷、高處作業(yè)操作證電子2019-11-17
- 不銹復(fù)合鋼板的焊接工藝要素是什么?2019-11-06