不銹復合鋼板的焊接工藝要素是什么?
發布時間: 2019-11-06作者:baile100瀏覽量:
不銹復合鋼板的焊接工藝要素是什么?
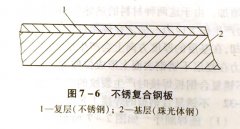
答:(1)施焊順序如圖7-7所示,先將開好坡口的 不銹復合鋼板裝配好,首先焊接基層碳鋼,基層鋼的焊接工 藝與珠光體鋼相同。基層焊畢后,要對其焊縫進行全面檢 查,確認焊縫內部質量達到要求后,再開始做焊接過渡層的 準備工作。先在復層不銹鋼板一側鏟削成圓弧狀溝槽(即 坡口),為防止未焊透,要一直鏟到暴露出基層的第一層焊 縫為止,并打磨干凈。然后焊接過渡層,其焊縫要熔化到復層不銹鋼板的一定厚度,才能起到隔離作用。最后在過渡層上焊接不銹鋼復層,復層鋼的焊接工藝與不銹鋼相同。不銹復合鋼板焊接的關鍵是在基層與復層交界處的過渡層焊接,這在本質上屬于異種鋼的焊接。
(2)焊接材料的選用 1)過渡層的焊接材料大多采用焊條電弧焊。為減少 基層金屬對復層焊縫金屬的稀釋作用,并補充焊接過程中合 金元素的燒損,焊條中Cr、Ni合金元素的含量應高于復層不 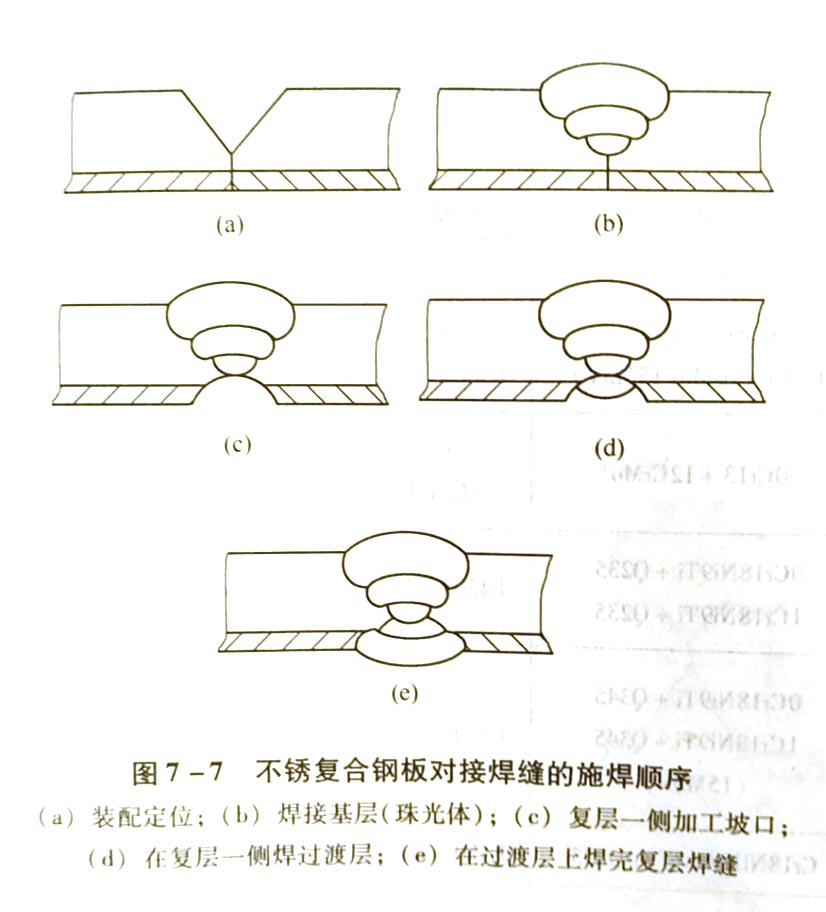
2)基層焊接材料選用與基層金屬單獨焊接時相同的材料,焊前原則上都不預熱,也不進行焊后熱處理;但遇焊接 大厚度和大剛性的結構時,在焊基層前要預熱,焊后也可進行 整體或局部回火處理,以消除焊接殘余應力,注意回火溫度不可超過400℃,否則會影響復層不銹鋼的耐腐蝕性能。基層焊接常用焊條電弧焊及埋弧焊。
3)復層的焊接材料原則上使用與單獨焊接不銹鋼時相同的焊接材料。焊接方法可采用焊條電弧焊、埋弧焊及氣體保護焊。
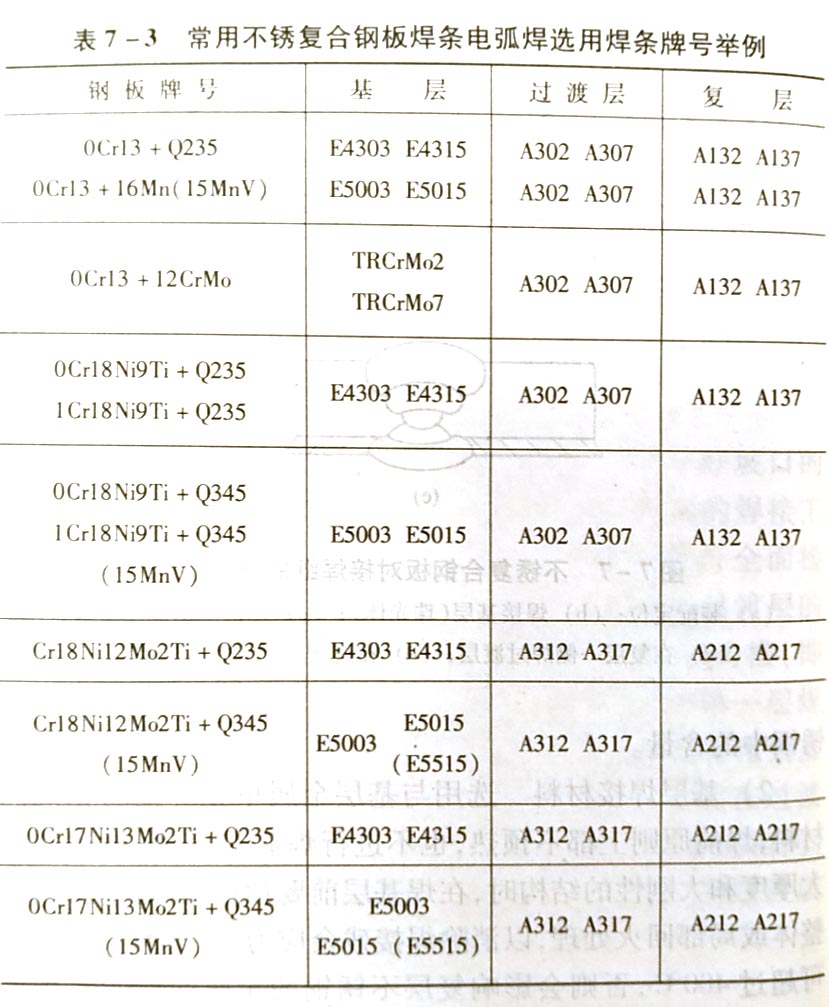
常用不銹復合鋼板焊條電弧焊時所選用的焊條牌號舉例見表7-3。
(3)坡口形式和尺寸不銹復合鋼板對接焊縫的坡口形式和尺寸見表7-4。坡口分外坡口和內坡口兩種,其中以外坡口應用最為普遍。 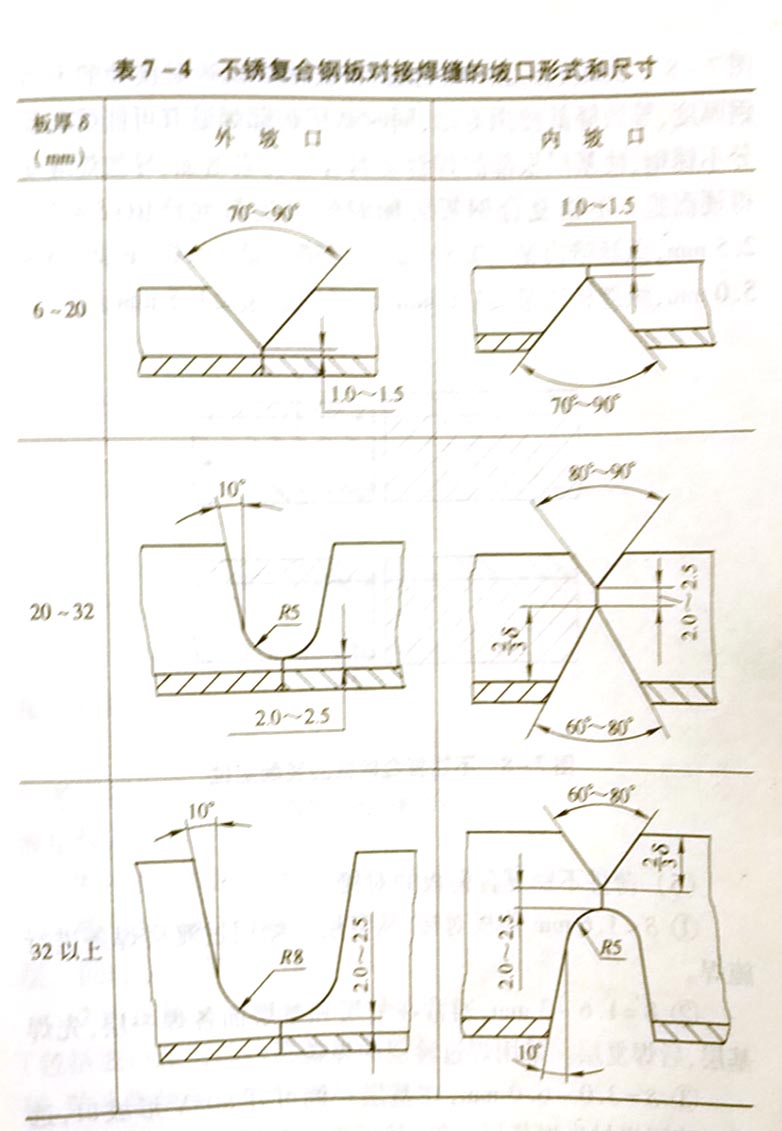 (4)裝配定位焊不銹復合鋼板裝配時,一定要以復層鋼為基準對齊,尤其在不同厚度組對時,更應注意這一點,見圖7-8。如果復層之間錯邊過大,會減小錯邊對接處的不銹鋼厚度,導致降低使用壽命,同時基層根部焊縫有可能熔化部分不銹鋼,使基層根部的焊縫金屬合金元素增加,導致焊縫變得硬而脆。不銹復合鋼板裝配時的錯邊量允許值:δ=22.5mm,縱縫錯邊量≤0.5mm,環縫錯邊量≤1.0mm;6=35.0mm,縱縫錯邊量≤1.0mm,環縫錯邊量≤1.5mm。
(4)裝配定位焊不銹復合鋼板裝配時,一定要以復層鋼為基準對齊,尤其在不同厚度組對時,更應注意這一點,見圖7-8。如果復層之間錯邊過大,會減小錯邊對接處的不銹鋼厚度,導致降低使用壽命,同時基層根部焊縫有可能熔化部分不銹鋼,使基層根部的焊縫金屬合金元素增加,導致焊縫變得硬而脆。不銹復合鋼板裝配時的錯邊量允許值:δ=22.5mm,縱縫錯邊量≤0.5mm,環縫錯邊量≤1.0mm;6=35.0mm,縱縫錯邊量≤1.0mm,環縫錯邊量≤1.5mm。 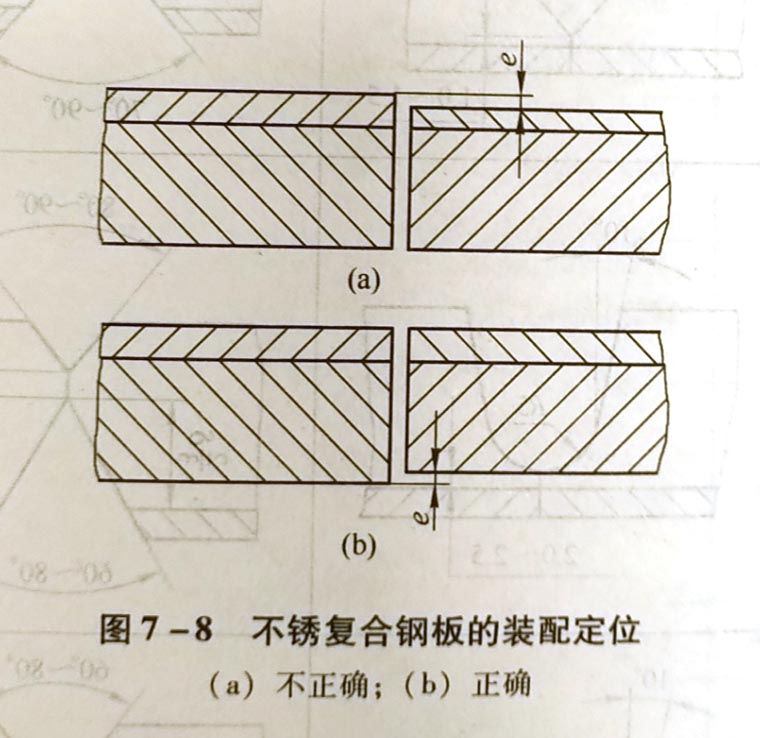 (5)薄件不銹復合鋼板的對接
(5)薄件不銹復合鋼板的對接
①δ<1.6mm薄板對接,從復層一側用過渡層焊條進行施焊。
②δ=1.6~3mm,通常在復層和基層面各焊一層,先焊基層,后焊復層。采用焊過渡層的焊條。
③8=3.0~6.0m,在基層一側可開80°V形坡口,選用過渡層焊材先焊基層一側,然后再焊復層一側。在焊接這些薄件不銹復合鋼板時,一定要在不影響焊縫質量的前提下, 加快復層焊接的冷卻速度,盡量避免復層在40-800℃停留時間過長,而影響其耐腐蝕性能。
(6)不銹復合鋼搭接接頭的焊接搭接接頭形式見圖7-9所示。
①在待焊區出現珠光體鋼與不銹鋼時,要選用過渡層的焊接材料施焊。 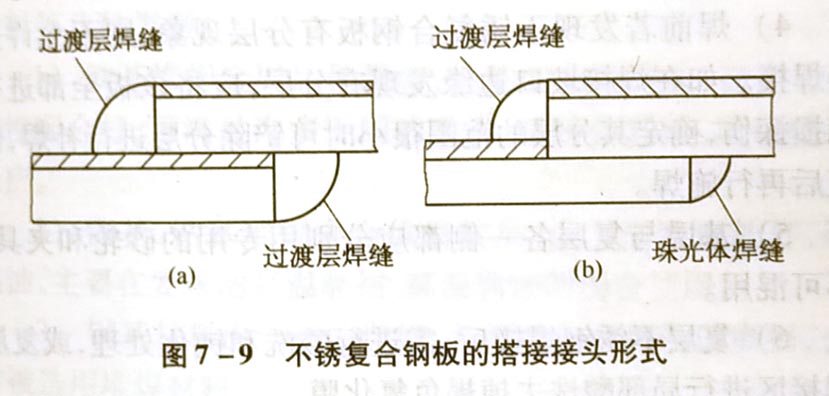
過渡層焊縫 過渡層焊縫
(a)過渡層焊縫 (b)珠光體焊縫
圖7-9不銹復合鋼板的搭接接頭形式
②在待焊區上只出現珠光體鋼時,可按基層所選用的焊接材料施焊。
③待焊區都是不銹鋼時,應選用復層的焊接材料施焊。但考慮到熔池的熔深會將基層熔化,此時第一層仍要選用過渡層焊接材料才能保證焊縫質量。
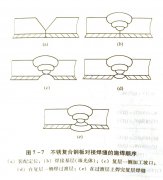
答:(1)施焊順序如圖7-7所示,先將開好坡口的 不銹復合鋼板裝配好,首先焊接基層碳鋼,基層鋼的焊接工 藝與珠光體鋼相同。基層焊畢后,要對其焊縫進行全面檢 查,確認焊縫內部質量達到要求后,再開始做焊接過渡層的 準備工作。先在復層不銹鋼板一側鏟削成圓弧狀溝槽(即 坡口),為防止未焊透,要一直鏟到暴露出基層的第一層焊 縫為止,并打磨干凈。然后焊接過渡層,其焊縫要熔化到復層不銹鋼板的一定厚度,才能起到隔離作用。最后在過渡層上焊接不銹鋼復層,復層鋼的焊接工藝與不銹鋼相同。不銹復合鋼板焊接的關鍵是在基層與復層交界處的過渡層焊接,這在本質上屬于異種鋼的焊接。
(2)焊接材料的選用 1)過渡層的焊接材料大多采用焊條電弧焊。為減少 基層金屬對復層焊縫金屬的稀釋作用,并補充焊接過程中合 金元素的燒損,焊條中Cr、Ni合金元素的含量應高于復層不
圖7-7不銹復合鋼板對接焊縫的施焊順序
(a)裝配定位;(b)焊接基層(珠光體);()復層一側加工坡口 (d)在復層一側焊過渡層;(e)在過渡層上焊完復層焊縫銹鋼中的含量。
(a)裝配定位;(b)焊接基層(珠光體);()復層一側加工坡口 (d)在復層一側焊過渡層;(e)在過渡層上焊完復層焊縫銹鋼中的含量。
2)基層焊接材料選用與基層金屬單獨焊接時相同的材料,焊前原則上都不預熱,也不進行焊后熱處理;但遇焊接 大厚度和大剛性的結構時,在焊基層前要預熱,焊后也可進行 整體或局部回火處理,以消除焊接殘余應力,注意回火溫度不可超過400℃,否則會影響復層不銹鋼的耐腐蝕性能。基層焊接常用焊條電弧焊及埋弧焊。
3)復層的焊接材料原則上使用與單獨焊接不銹鋼時相同的焊接材料。焊接方法可采用焊條電弧焊、埋弧焊及氣體保護焊。
常用不銹復合鋼板焊條電弧焊時所選用的焊條牌號舉例見表7-3。
(3)坡口形式和尺寸不銹復合鋼板對接焊縫的坡口形式和尺寸見表7-4。坡口分外坡口和內坡口兩種,其中以外坡口應用最為普遍。
①δ<1.6mm薄板對接,從復層一側用過渡層焊條進行施焊。
②δ=1.6~3mm,通常在復層和基層面各焊一層,先焊基層,后焊復層。采用焊過渡層的焊條。
③8=3.0~6.0m,在基層一側可開80°V形坡口,選用過渡層焊材先焊基層一側,然后再焊復層一側。在焊接這些薄件不銹復合鋼板時,一定要在不影響焊縫質量的前提下, 加快復層焊接的冷卻速度,盡量避免復層在40-800℃停留時間過長,而影響其耐腐蝕性能。
(6)不銹復合鋼搭接接頭的焊接搭接接頭形式見圖7-9所示。
①在待焊區出現珠光體鋼與不銹鋼時,要選用過渡層的焊接材料施焊。
過渡層焊縫 過渡層焊縫
(a)過渡層焊縫 (b)珠光體焊縫
圖7-9不銹復合鋼板的搭接接頭形式
②在待焊區上只出現珠光體鋼時,可按基層所選用的焊接材料施焊。
③待焊區都是不銹鋼時,應選用復層的焊接材料施焊。但考慮到熔池的熔深會將基層熔化,此時第一層仍要選用過渡層焊接材料才能保證焊縫質量。
熱門課程

熱門資訊
- 2522
- 2376
- 2374
- 2372
- 2369


- 容易閃眼睛的幾種情況,電焊工如何避免2021-10-22
- 怎樣快速學會調節氬弧焊的電流?2021-10-22
- 氬弧焊如何焊出不同的顏色?2021-10-22
- 氬弧焊點焊總是會有氣孔怎么回事?那么2021-10-22
- 電工證焊工證復審需要多少費用?2021-10-22
- 37名電焊工無證上崗被拘留2021-10-22
- 電焊條有哪幾種,電焊條的型號及作用2021-09-23
- 電工、焊工、制冷、高處作業操作證電子2019-11-17
- 不銹復合鋼板的焊接工藝要素是什么?2019-11-06