焊接圖紙符號,一看就會的焊接圖紙上的標注符號
焊接圖紙符號,一看就會的焊接圖紙上的標注符號
基本坡口符號
坡口符(詳看下圖)




焊接圖紙符號標注方法--------------------------------
在焊接結構圖樣上,焊接方法可按國家標準GB5185-85的規定用阿拉伯效字表示,標注在指引線的尾部。常用焊接方法代號見表3-9所示。如果是組合焊接方法,可用“/”分開,左側表示正面(或蓋面)的焊接方法,右側表示背面(或打底)焊接方法。例如V形焊縫先采用鎢極氫弧焊打底,后用手工電弧焊蓋面,則表示為141/111。---------------------------
焊縫符號和焊接方法代號標注示例見圖3-21所示。該圖表示V形坡口對接焊縫,背面封底焊,正面焊縫表面齊平,焊接方法為打底焊用手工鎢極氮弧焊,蓋面焊和封底焊用手工電弧焊。--------------------------
【焊接方式代號】----------------------------------


【焊接符號表示方法鋼結構焊接符號含義大全】
鋼結構焊接符號也是依據GB324一1988《焊縫代號》來繪制。鋼結構一般屬于建筑學科,屬于建筑行業。因此在鋼結構焊接符號的標注中經常伴隨有建筑符號、型鋼符號、螺栓符號及鉚釘符號等。
鋼結構焊縫符號表示的方法及有關規定:
1、---------焊縫的引出線是由箭頭和兩條基準線組成。其中一條為實線,另一條為虛線,線型均為細線。---------------------------------------------------------------------------------------
2、---------基準線的虛線可以畫在基準線實線的上側,也可畫在下側,基準線一般應與圖樣的標題欄平行,僅在特殊條件下才與標題欄垂直。---------------------------------------------
3、---------若焊縫處在接頭的箭頭側,則基本符號標注在基準線的實線側;若焊縫處在接頭的非箭頭側,則基本符號標注在基準線的虛線側。--------------------------------------------
4、---------當為雙面對稱焊縫時。基準線可不加虛線。
5、---------箭頭線相對焊縫的位置一般無特殊要求,但在標注單邊形焊縫時箭頭線要指向帶有坡口一側的工件。-----------------------------------------------------------------------------
6、---------基本符號、補充符號與基準線相交或相切,與基準線重合的線段,用粗實線表示。7、焊縫的基本符號、輔助符號和補充符號(尾部符號除外)一律為粗實線,尺寸數字原則上亦為粗實線,尾部符號為細實線,尾部符號主要是標注焊接工藝、方法等內容。----------------------------------
8、---------在同一圖形上,當焊縫形式、斷面尺寸和輔助要求均相同時,可只選擇一處標注焊縫的符號和尺寸。并加注“相同焊縫的符號”,相同焊縫符號為3/4圓弧,畫在引出線的轉折處。在同一圖形上,有數種相同焊縫時,可將焊縫分類編號,標注在尾部符號內,分類編號采用A,B,C......在同一類焊縫中可選擇一處標注代號。-----------------------------------
9、---------熔透角焊縫的符號應按圖1-38方式標注。熔透角焊縫的符號為涂黑的圓圈,畫在引出線的轉折處。-------------------------------------------------
10、---------用形中較長的角焊縫(如焊接實腹鋼梁的翼緣焊縫),可不用引出線標注,而直接在角焊縫旁標注焊縫尺寸值K。---------------------------------------------
11、---------在連接長度內僅局部區段有焊縫時,按圖1-40標注。K為角焊縫焊腳尺寸。---------------------------------------
12、---------當焊縫分布不規則時,在標注焊縫符號的同時。在焊縫處加中實線表示可見焊縫,或加柵線表示不可見焊縫。---------------------------------------
13、---------相互焊接的兩個焊件,當為單面焊帶雙邊不對稱坡口焊縫時,引出線箭頭指向較大坡口的焊件。
14、---------環繞工作件周圍的圍焊縫符號用圓圈表示,畫在引出線的轉折處,并標注其焊角尺寸K。------------------------------------------------
15、---------三個或三個以上的焊件相互焊接時,其焊縫不能作為雙面焊縫標注,焊縫符號和尺寸應分別標注。---------------------------------------
16、---------在施工現場進行焊接的焊件其焊縫需標注“現場焊縫”符號。現場焊縫符號為涂黑的三角形旗號,繪在引出線的轉折處。
17、---------相互焊接的兩個焊件中,當只有一個焊件帶坡口時(如單面V形),引出線箭頭是指向帶坡口的焊件舉例-----------------------------------




歐美焊接符號舉例---------

4.5------表示焊點直徑【3】------根據圖示說明,表示此項為CC項或者SC項6-------表示此處為第六CC項或者SC項BETWEEN①AND②------表示①件和②件倆點之間的焊點12X------表示倆點之間的焊點個數為12個日本焊接符號舉例----------------------------

A------根據圖示,表示關鍵或重要特性-------------------------
如果還有哪些看不明白的可以在線咨詢宋老師
熱門課程

熱門資訊
- 889
- 2331
- 2329
- 2326
- 2325

- 安監局焊工證查詢系統如何登陸?2020-04-22
- 工藝焊接性的直接試驗方法有哪些?2019-11-06
- 工藝焊接性的間接評定有哪些方法?2019-11-06
- 選用焊接性試驗方法時應考慮哪些問題2019-11-06
- 評價焊接性的準則是什么?常用的焊接性試2019-11-06
- 影響材料(鋼材)焊接性的因素有哪些?2019-11-06
- 什么是焊接性?評定焊接性的試驗有哪些2019-11-06
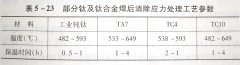
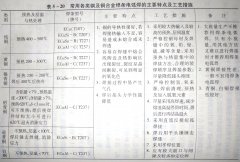
- 鈦及鈦合金焊接的工藝要素及操作要點是2019-11-06
- 焊接鈦及鈦合金時,如何從表面評定氬氣2019-11-06