焊前準備工作有哪些,低碳銅、不銹鋼、鋁及鋁合金焊縫顏色鑒別方法
發布時間: 2019-01-25作者:baile100瀏覽量:
焊前準備工作有哪些,低碳銅、不銹鋼、鋁及鋁合金焊縫顏色鑒別方法
焊前準備
1.接頭及坡口形式
接頭和坡口形式一般是根據被焊件料、板厚及工藝要求等確 定的。鎢極氬弧焊所采用的接頭形式有對接、搭接、角接、T形接頭四種基本形式,如圖2-8
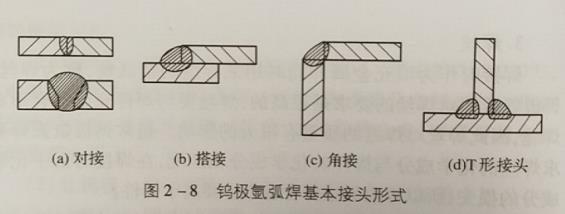
圖2-8鎢極氫弧焊基本接頭形式
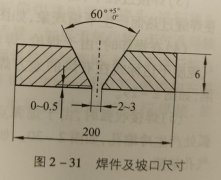
厚度小于或等于3mm的碳鋼、低合金鋼、不銹鋼、鋁及鋁合金的對接接頭,以及厚度小于或等于2.5mm的高鎳合金,一般開1形坡口,如圖2-9(a);厚度在6-12mm的上述材料可開V形坡口和Y形坡口,如圖2-9(b)、(c)。V形坡口角度要求碳鋼、低金鋼和不銹鋼的坡口角度為60°,高鎳合金為80°,用交流電焊鋁及鋁合金時通常為90°。板厚大于12mm時,可采用雙Y形坡口的雙面焊接,如圖2-9(d)。
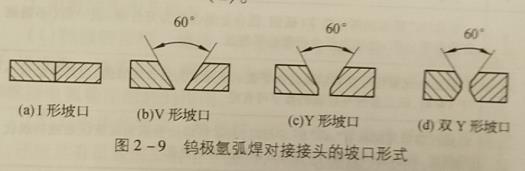
圖2-9鎢極氫弧焊對接接頭的坡口形式
2.焊前清理
由于鎢極氬弧焊采用惰性氣體保護,而惰性氣體既無氧化性 也無還原性,所以焊接時對油污、水分等比較敏感。這要求焊前必 須對焊絲、焊件坡口及坡口兩側20mm范圍內的油污、水分等進行 清理。常用的焊前清理有化學清理、機械清理和化學一機械聯合 清理。
(1)化學清理化學清理是利用化學反應的方法去除焊件或 焊絲表面的油污水分等雜質。不同的材料,所用的清洗劑和清洗 方法都不相同。例如,鋁及其合金可用有機溶劑汽油、丙酮、三氯 乙烯等清理,鎂合金應先將其放入20%-25%的硝酸水溶液中進行表面腐蝕1~2min,然后再放入70-90℃的熱水中清洗后吹干。
(2)機械清理可用不銹鋼絲刷清理焊縫區,對于鋼焊件還可使用砂布輪打磨,對鋁等軟合金材料也可用刮刀清理氧化膜
(3)化學一機械清理清理時,先用化學清理法清理,焊前再 對焊接部位進行機械清理。這種聯合清理的方法適用于質量要求較高的焊件。
3.氣體保護效果的鑒別 鑒別氣體保護效果的方法有試驗法和顏色觀察法。
(1)試驗法在待焊金屬材料的試驗板上引燃電弧,并按選 定的焊接參數保持電弧燃燒5~10s后熄滅,然后檢查熔化焊點有無明顯光亮的圓圈,圓圈越大越清晰,保護效果越好。
(2)顏色觀察法是根據試焊或正式焊接焊縫的顏色鑒別保護效果。其鑒別方法見表2-4、表2-5和表2-6。
表2-5 不銹鋼焊縫顏色鑒別法
表2-6 鋁及鋁合金焊縫顏色鑒別法
焊前準備
1.接頭及坡口形式
接頭和坡口形式一般是根據被焊件料、板厚及工藝要求等確 定的。鎢極氬弧焊所采用的接頭形式有對接、搭接、角接、T形接頭四種基本形式,如圖2-8
圖2-8鎢極氫弧焊基本接頭形式
厚度小于或等于3mm的碳鋼、低合金鋼、不銹鋼、鋁及鋁合金的對接接頭,以及厚度小于或等于2.5mm的高鎳合金,一般開1形坡口,如圖2-9(a);厚度在6-12mm的上述材料可開V形坡口和Y形坡口,如圖2-9(b)、(c)。V形坡口角度要求碳鋼、低金鋼和不銹鋼的坡口角度為60°,高鎳合金為80°,用交流電焊鋁及鋁合金時通常為90°。板厚大于12mm時,可采用雙Y形坡口的雙面焊接,如圖2-9(d)。
圖2-9鎢極氫弧焊對接接頭的坡口形式
2.焊前清理
由于鎢極氬弧焊采用惰性氣體保護,而惰性氣體既無氧化性 也無還原性,所以焊接時對油污、水分等比較敏感。這要求焊前必 須對焊絲、焊件坡口及坡口兩側20mm范圍內的油污、水分等進行 清理。常用的焊前清理有化學清理、機械清理和化學一機械聯合 清理。
(1)化學清理化學清理是利用化學反應的方法去除焊件或 焊絲表面的油污水分等雜質。不同的材料,所用的清洗劑和清洗 方法都不相同。例如,鋁及其合金可用有機溶劑汽油、丙酮、三氯 乙烯等清理,鎂合金應先將其放入20%-25%的硝酸水溶液中進行表面腐蝕1~2min,然后再放入70-90℃的熱水中清洗后吹干。
(2)機械清理可用不銹鋼絲刷清理焊縫區,對于鋼焊件還可使用砂布輪打磨,對鋁等軟合金材料也可用刮刀清理氧化膜
(3)化學一機械清理清理時,先用化學清理法清理,焊前再 對焊接部位進行機械清理。這種聯合清理的方法適用于質量要求較高的焊件。
3.氣體保護效果的鑒別 鑒別氣體保護效果的方法有試驗法和顏色觀察法。
(1)試驗法在待焊金屬材料的試驗板上引燃電弧,并按選 定的焊接參數保持電弧燃燒5~10s后熄滅,然后檢查熔化焊點有無明顯光亮的圓圈,圓圈越大越清晰,保護效果越好。
(2)顏色觀察法是根據試焊或正式焊接焊縫的顏色鑒別保護效果。其鑒別方法見表2-4、表2-5和表2-6。
表2-4 低碳鋼焊縫顏色鑒別法
| 焊縫顏色 | 灰白有光亮 | 灰 | 灰黑 |
| 保護效果 | 好 | 較好 | 不好 |
表2-5 不銹鋼焊縫顏色鑒別法
| 焊縫顏色 | 銀白、金黃 | 藍 | 紅灰 | 灰 | 黑 |
| 保護效果 | 最好 | 良好 | 較差 | 不好 | 最壞 |
表2-6 鋁及鋁合金焊縫顏色鑒別法
| 焊縫顏色 | 銀白有光亮 | 白色無光亮 | 灰白 | 灰黑 |
| 保護效果 | 最好 | 較好 | 不好 | 最壞 |
熱門課程

熱門資訊
- 1572
- 1536
- 1535
- 1529
- 1528

- 氬弧焊打鎢極什么原因,夾鎢又是怎么回2021-09-19
- 初學氬弧焊點焊技巧-電流調節技巧-不銹2019-03-02
- 氬弧焊操作要領2019-02-10
- 氬弧焊焊件裝配定位焊2019-02-10
- 氬弧焊焊接工藝參數2019-02-02
- 氬弧焊焊接特點2019-02-02
- 氬弧焊焊前準備2019-02-02
- 引弧及平敷焊容易出現的問題2019-01-29
- 薄板引弧及平敷焊的操作要領2019-01-29