氬弧焊鎢極直徑,鎢極磨成什么形狀好,鎢極打磨的形狀及應(yīng)用
發(fā)布時間: 2019-01-26作者:baile100瀏覽量:
氬弧焊鎢極直徑,鎢極磨成什么形狀最好,鎢極打磨的形狀及應(yīng)用
鎢極直徑及端部形狀
鎢極氬弧焊的鎢極直徑必須根據(jù)焊接電流來選擇。當(dāng)焊接電 流小、鎢極直徑大時,鎢極端部溫度不夠,產(chǎn)生電弧漂移,破壞電弧 穩(wěn)定性,使熔池金屬氧化。當(dāng)焊接電流大而鎢極直徑較小時,鎢極 端部的溫度高,當(dāng)溫度達到或超過鎢極的熔點時,鎢極端部就會出 現(xiàn)熔化、蒸發(fā)現(xiàn)象,使焊縫產(chǎn)生夾鎢缺陷。 實踐證明,鎢極端部形狀對焊接許用電流的大小和焊縫成形 都有一定影響。在焊接薄板和焊接電流較小時,可用小直徑的鎢 極,并將其磨成尖錐形,如圖2-10(a)。在焊接電流較大時仍用 尖錐形,會使鎢極末端過熱熔化,增加燒損,使弧柱明顯擴散影響 焊縫成形。因此,在大電流焊接時,要求鎢極端部磨成帶有平底的 錐形,如圖2-10(b)。而使用交流鎢極氬弧焊焊接時,由于電極性的不斷變化,會使鎢極燒損更快,因此須將鎢極端部磨成圓珠形,如圖2-10(c)。
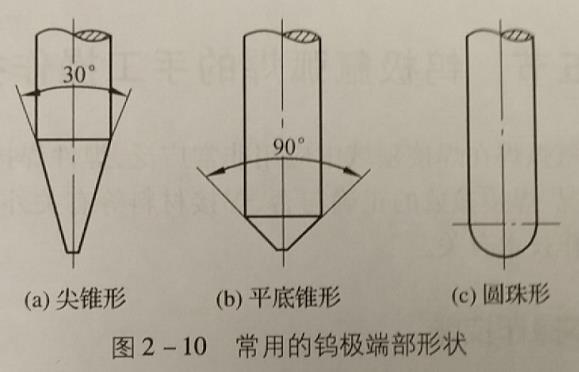
圖2-10常用的鎢極端部形狀
鎢極直徑及端部形狀
鎢極氬弧焊的鎢極直徑必須根據(jù)焊接電流來選擇。當(dāng)焊接電 流小、鎢極直徑大時,鎢極端部溫度不夠,產(chǎn)生電弧漂移,破壞電弧 穩(wěn)定性,使熔池金屬氧化。當(dāng)焊接電流大而鎢極直徑較小時,鎢極 端部的溫度高,當(dāng)溫度達到或超過鎢極的熔點時,鎢極端部就會出 現(xiàn)熔化、蒸發(fā)現(xiàn)象,使焊縫產(chǎn)生夾鎢缺陷。 實踐證明,鎢極端部形狀對焊接許用電流的大小和焊縫成形 都有一定影響。在焊接薄板和焊接電流較小時,可用小直徑的鎢 極,并將其磨成尖錐形,如圖2-10(a)。在焊接電流較大時仍用 尖錐形,會使鎢極末端過熱熔化,增加燒損,使弧柱明顯擴散影響 焊縫成形。因此,在大電流焊接時,要求鎢極端部磨成帶有平底的 錐形,如圖2-10(b)。而使用交流鎢極氬弧焊焊接時,由于電極性的不斷變化,會使鎢極燒損更快,因此須將鎢極端部磨成圓珠形,如圖2-10(c)。
圖2-10常用的鎢極端部形狀
熱門課程

熱門資訊
- 1572
- 1536
- 1535
- 1529
- 1528

- 氬弧焊打鎢極什么原因,夾鎢又是怎么回2021-09-19
- 初學(xué)氬弧焊點焊技巧-電流調(diào)節(jié)技巧-不銹2019-03-02
- 氬弧焊操作要領(lǐng)2019-02-10
- 氬弧焊焊件裝配定位焊2019-02-10
- 氬弧焊焊接工藝參數(shù)2019-02-02
- 氬弧焊焊接特點2019-02-02
- 氬弧焊焊前準(zhǔn)備2019-02-02
- 引弧及平敷焊容易出現(xiàn)的問題2019-01-29
- 薄板引弧及平敷焊的操作要領(lǐng)2019-01-29